Die Making in the Flying Eagle and Indian Head Cent Series
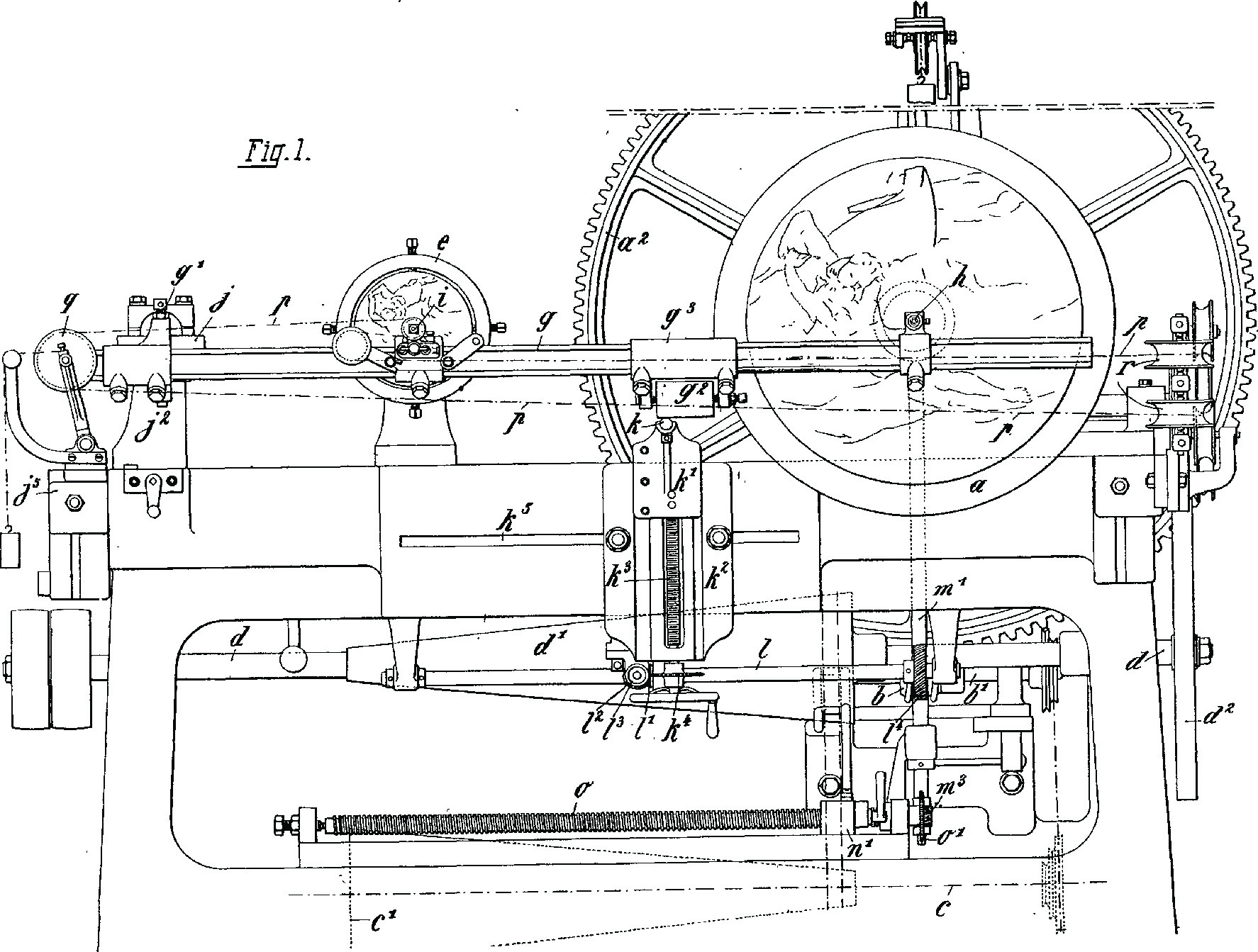
Figure 1 – Janvier’s (1902) patent drawing of his reduction lathe in profile. The hub (e) is on the left side, the larger galvano (a) is seen on the right side. As the reduction lathe rotates, a cutting tool on the hub mimics the design traced from the galvano.
by Russell Doughty
In 1837, the US Mint began using reduction lathes in the die making or production process. Three different lathes were used: the Contamin French portrait lathe (1837), the Hill reduction lathe (1867), and the Janvier reduction lathe (1907). Each lathe was of better quality than the one that preceded it. The lathes were very similar in nature and worked in the same manner as described below. The Janvier reduction lathe (Figures 1 & 2) is illustrated here as an example, but advanced research is encouraged.
The engraver would start by engraving his original design into wax. This original work was several times larger than the size of the coin for which the design is intended, and had a positive relief and orientation – exactly as seen on a finished coin.
Then, a metal cast would be made of the original work. The incuse metal cast would be filled with plaster. After drying, the plaster would be removed from the cast and final touches would be applied by the engraver. This plaster galvano is an exact, positive-relief reproduction of the engraver’s original work.
As seen in Figure 1, the galvano (a) is mounted aside the master hub (e). An arm (g) holds a cutting tool (i) over the hub, and a tracing tool (h) over the galvano. As the hub and galvano rotate in-sync, the cutting tool cuts the design into the hub. The cutting tool spins like a drill by a pulley-and-belt system (q, r, two unlabeled pulleys near the hub, and i), which is kept taught by a weight dangling from a fulcrum at pulley (q).
The hand-wheel (k4) turns a long threaded shaft, which moves the arm up and down. As the design is cut-away from the hub, the arm slowly drags the cutting and tracing tools across the faces of the hub and galvano. The process is very slow, taking up to two days. Both the galvano and the master hub are positive, or raised like a coin.
Master hubs produce incuse master dies by hubbing, or pressing the face of the master hub into an annealed, or softened, die. The process is repeated to produce working hubs, and again to produce working dies as illustrated in Figure 4. The die or hub that was receiving the impression had to be annealed between each hubbing.
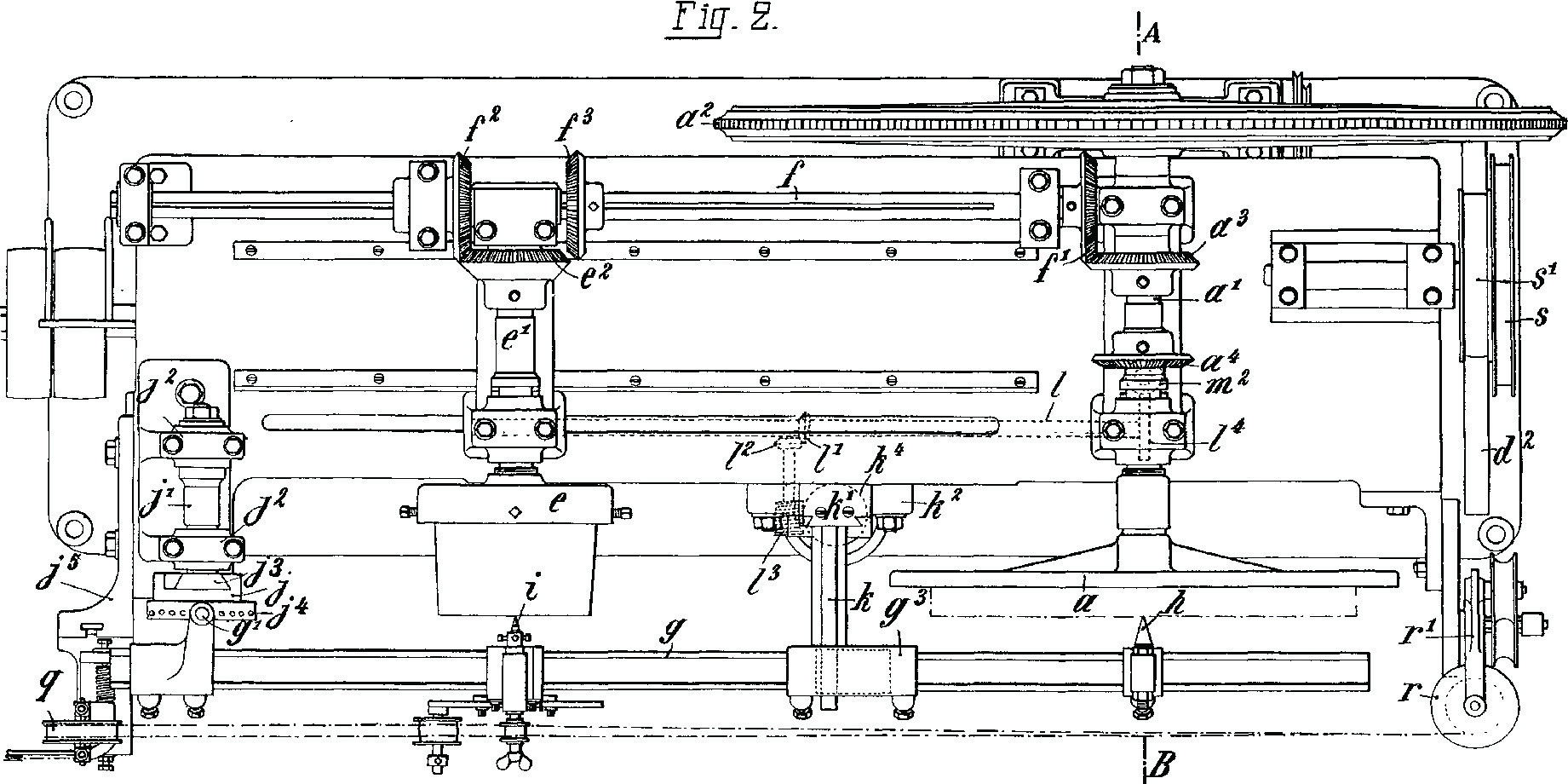
Figure 2 – An aerial illustration of Janvier’s (1902) lathe. The arm (g) on the bottom of this figure can be seen with a cutting tool (i) over the hub (e) on the left side, and a tracing tool (h) on the right side over the galvano (a).
The legend on the obverse was added into the master die with a ring punch until about 1886, when the legend was added to the galvano (Flynn 2013; Wexler 2015). After the working dies were hubbed enough times to get a sufficient impression of the main design, they were then annealed, dated by hand with a digit-punch, tempered, and put into the press for service. Therefore, die doubling cannot occur on the date.
From 1909-1981, the first two digits of the were added to the galvano and the last two digits to the master die. This change eliminated the possibility of repunched and misplaced dates. Beginning in 1982, a new galvano was created each year with the full date. About this time a rubber mold and epoxy cast process was employed.
Conversely, doubled dies are still a nuance of the die production process to this day, despite the introduction of the single-squeeze presses in 1996. Computer Numerical Control (CNC) machines, put into use by the US Mint in 2008, are now used to mill hubs from digital-3D models. This new technology eliminated the need to use the Janvier reduction lathe. Artists can still produce galvanos, but they are digitally scanned into the CNC machine for the milling of hubs.
Bibliography
Flynn, Kevin. Off-center and Multi-Denominational Clashed Dies. Roswell, GA: Kyle Vick, 2013.
Janvier, Victor-Prosper-François. Système de tour à réduire particulièrement pour reproductions de modèles de grandes dimensions. INSTITUT NATIONAL DE LA PROPRIÉTÉ INDUSTRIELLE. REPUBLIQUE FRANÇAISE. N° 32.0.564. 1902. Retrieved 1/1/2016 from http://bases-brevets.inpi.fr/en/.
Wexler, John. 2015. Wexler’s die varieties: how dies are made. http://doubleddie.com/58201.html. Retrieved 12/31/2015.
Modern Die Making Resources
How the Denver Mint Makes Dies to Produce Coins by CoinNews.net